
以下是:做精密钢管的厂家的产品参数选购做精密钢管的厂家来韶关市仁化县找盛联管业(仁化县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:潘经理-【15106800538】,地址:[开发区工业园]。 广东省,韶关市,仁化县 仁化县,广东省韶关市辖县,地处南岭山脉南麓,广东省北部,位于东经113°30′-114°02′,北纬24°56′-25°27′,县境东西长47.3千米,南北宽44千米,总面积2223平方千米,其中山地70%,丘陵20%,小平原10%。辖1个街道、10个镇、125个村(居),县人民政府驻丹霞街道。根据第七次人口普查数据,截至2020年11月1日零时,仁化县常住人口为186009人。
我们精心制作的做精密钢管的厂家产品视频已经准备就绪,探寻做精密钢管的厂家产品背后的故事,视频带你走进精彩世界!以下是:做精密钢管的厂家的图文介绍产品优势图
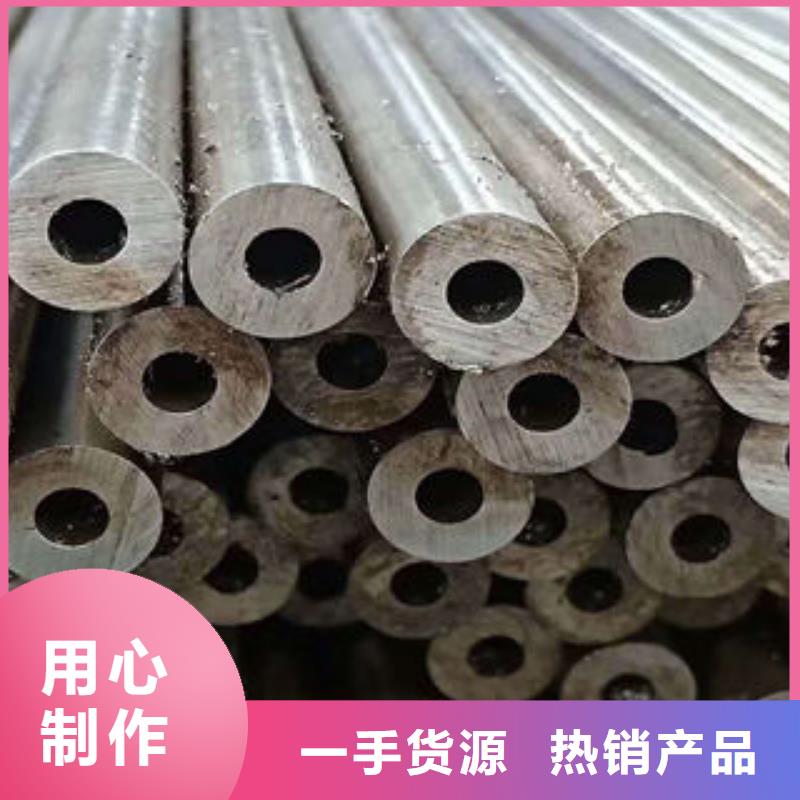
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。精密管的焊接工艺。工艺:精密管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。 GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。 将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。 精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。
精密钢管系统根据不同的需要可以应用很多种连接方法(但要注意并不是其他管道系统适合采用的连接方法都适合应用到精密钢管系统)精密钢管(给水用,燃气用,工业输液用):热熔连接、电熔连接、机械连接(包括机械压紧连接、法兰连接和用预制钢塑过渡管件连接)。精密钢管(排水排污用,护套用):带弹性密封圈的承插连接、热熔连接、电熔连接、机械压紧连接、热收缩带连接。(注;工程上把不承受内压或内压在0.1MPa以下的管道称无压力管)。精密钢管系统的热熔连接方式有热熔对接(包括鞍形连接)和热熔承插连接。热熔承插连接适合于直径比较小的管材管件(一般直径在DN63毫米以下),因为直径小的管材管件管壁较薄,截面较小,采用对接不易保证质量。热熔对接适合于直径比较大的管材管件,比承插连接用料省,易制造,并且因为在熔接前切去氧化表面层,熔接压力可以控制,质量较易保证。从发展动向看,采用热熔对接是主流。逆温现象是自然界一直都有的。一般情况下,大气温度随着高度增加而下降,可是在某些天气条件下,地面上空的大气中会出现气温随高度增加而升高的现象,气象学上称它为“逆温”,发生逆温现象的大气层称为“逆温层”。 逆温的种类很多,大家常说的逆温往往指辐射逆温,它是由夜间地面长波辐射导致近地面温度快速下降而形成的。逆温是一种典型的大气层结稳定现象,这种现象在冬季尤其常见。 将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。 精密钢管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精密钢管温度的目的。对于低碳钢,精密钢管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精密钢管温度亦可通过调节精密钢管速度来实现。
产品案例
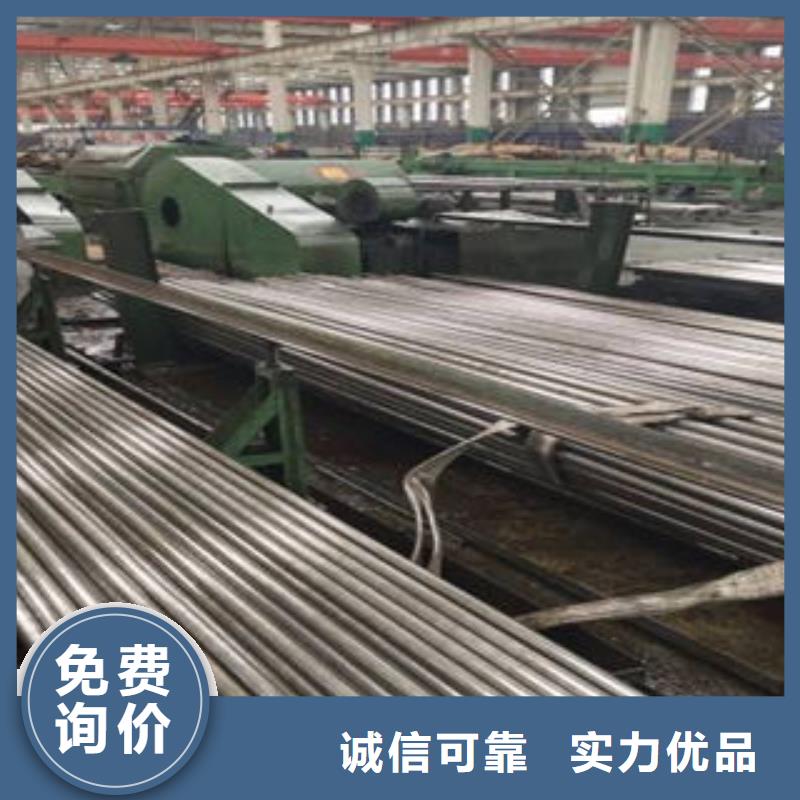
公司实力
冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件,该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面; 它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。 冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。 退火在所有的冷轧管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧精密钢管需要配置无氧化光亮退火炉设备。精密无缝钢管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl 应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,轧制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。生产冷轧精密无缝钢管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。
韶关仁化盛联管业有限公司位于韶关仁化市,是一家集 无缝方矩管科研、开发、制造、销售、出口为一体的现代化企业,公司多年来致力于 无缝方矩管的研发,现已成为 无缝方矩管业可信赖的制造公司。
韶关仁化盛联管业有限公司自成立以来产品不断更新,并以先进的加工设备和精湛的工艺严格的检验测试,为客户提供好的产品而取得用户的一致好评, 无缝方矩管产品远销全国各地及国外,产品深受广大客户的好评,我们愿以好的 无缝方矩管产品,好的售后服务,竭诚为中外客商提供。
联系人:潘经理,电话:【15106800538】,盛联管业(仁化县分公司)在韶关市仁化县本地专业从事做精密钢管的厂家,韶关市仁化县各个县市以及周边广东省 韶关市 武江区、浈江区、曲江区、始兴县、仁化县、翁源县、新丰县、乐昌市、南雄市城市均可提供送货上门服务!









